

文字描述虽好,但视频更能直观展示槽钢一致好评产品产品的每一处细节。
以下是:槽钢一致好评产品的图文介绍

金宏通钢管有限公司是一家专业加工和生产 云南保山镀锌槽钢的公司。公司拥有现代化的 云南保山镀锌槽钢生产设备,专业的 云南保山镀锌槽钢设计师,高水平制作人员,操作熟练的安装施工队伍,规范化,标准化,优良化的工程质量和高素质的管理。从设计、生产、安装为客户提供一站式服务,以丰富的生产安装和施工管理经验取得众多客户的信任。



组成结构和结构有不同的反应,锌溶液的角度和速度也受到很大影响。因此,实际上不可能形成完全均匀的锌层厚度。因此, 不可能通过单点(部分)测量粘附量。有必要测量每单位面积的平均附着锌重量。有许多测量粘附量的方法,如破坏性切片金相观察,酸洗,非破坏性薄膜厚度计,电化学方法和重量差估算方法。常用的是测量方法和酸洗方法。涂层厚度计是通过磁场感应测量锌层厚度的常用方法。基本条件是槽钢的表面必须光滑和完整,以便可以获得更准确的数量。酸洗方法是正式检验报告的准确方法。但是,切片时要注意上下部分的公平选择,以获得准确的数字。但是,它也有缺点,如很多时候,复杂的坦克面积不容易找到,太大的碎片不能浸泡。因此,充分利用厚度计来控制现场过程,并使用酸洗方法进行终检查就足够了。



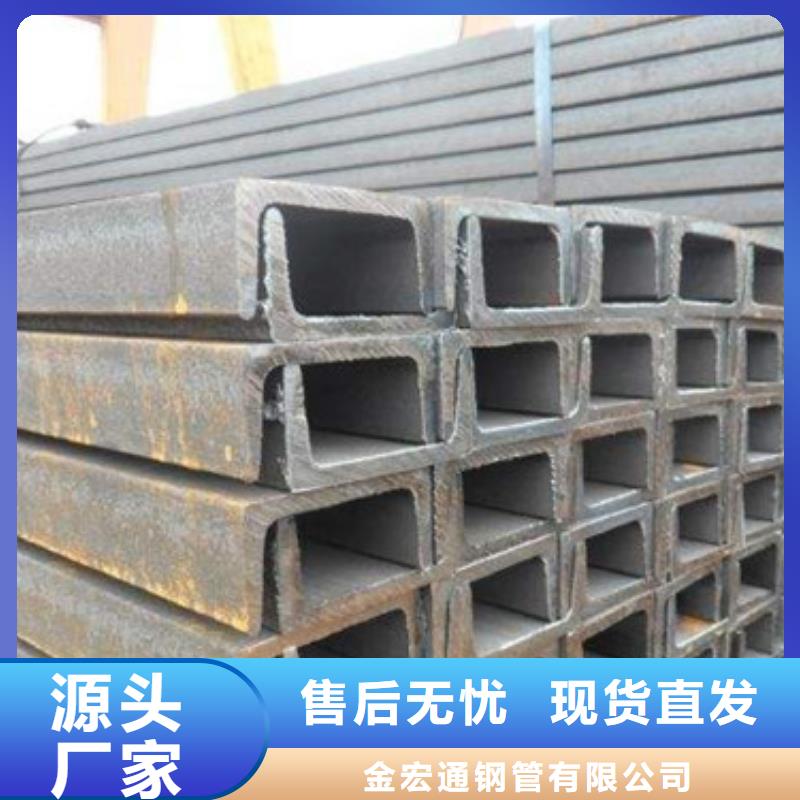
槽钢的表面质量及几何形状的允许偏差在标准中有具体规定。一般要求表面不得存在使用上有害的缺陷,不得有显著的扭转,规定槽钢波浪弯(镰刀弯)的允许值及各规格槽钢截面形状的有关参数(h,b,d,t等)的数值、允差值。槽钢几何形状不正确的主要表现是:塌角、腿扩及腿并等。相应标准见本节“7”所列的(热轧槽钢尺寸、外形、重量及其允许偏差)及(热轧型钢的形状、尺寸、重量及其容许差)。 针对冷床冷却速度慢的问题,在冷床区增加了水雾风机来提高冷床区的冷却速度,又在剪机前一个倍尺处增加了一组水雾喷头,降低槽钢剪切部分的温度,从而避免了因钢温高而造成的剪切缺陷。 针对槽钢剪刃设计存在的问题,结合生产实际情况,将剪刃设计为图2所示的形状(以100#槽钢为例)。上剪刃宽度由100mm改为99mm,减少上剪刃在左右方向的间隙,改善槽钢两角部的剪切质量;下剪刃两角部圆弧尺寸由R8mm改为R7mm,提高两角部的剪切重叠量,改善槽钢肩部剪切质量;下剪刃上边宽度由79mm改为80mm,下边宽度由97mm改为94mm,使下剪刃腿端斜度小于槽钢成品孔型斜度,这样在腿部剪切时,腿部上、下方向上不会同时受力,从而减少剪切力,改善剪切质量。


